
Các lỗi thường gặp khi sử dụng mũi khoan sâu
Việc chọn và sử dụng máy khoan để khoan lỗ sâu đôi khi có thể bị nhầm lẫn. Hầu hết người vận hành và kỹ sư đều quen thuộc với máy khoan mũi xoắn vì chúng chắc chắn phổ biến hơn máy khoan sâu, vì vậy không có gì ngạc nhiên khi nhiều người nhầm lẫn cách chọn máy khoan tốt nhất cho công việc của họ. Chúng ta hãy cùng phân tích 5 lỗi phổ biến được thực hiện khi chọn và sử dụng máy khoan sâu:
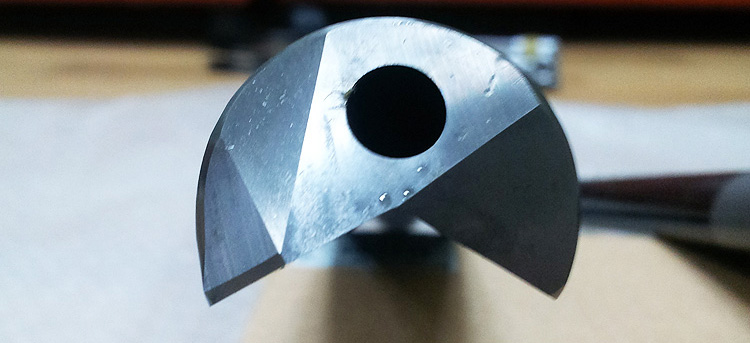
1.Đặc trưng hình học và quá trình mài mũi:
Hầu hết các nhà sản xuất máy khoan sâu sẽ cung cấp một máy mài mũi khi mũi bị hư nhẹ. Việc mài mũi không sử dụng dụng cụ mài chuyên dụng sẽ dẫn đến thay đổi đặc tính hình học của mũi khoan. Hậu quả của việc này là quá trình gia công không được như ý muốn.
Đối với các loại vật liệu khác nhau thì sẽ cần sử dụng các mũi khác nhau về đặc trưng hình học của mũi. Lời khuyến cáo là bạn nên nhờ sự tư vấn của nhà cung cấp để chọn mua đúng loại mình cần.
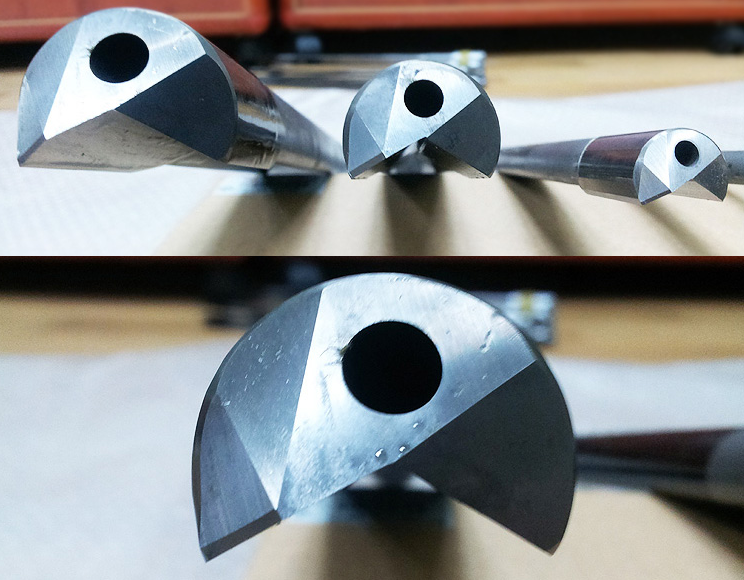
2.Chọn lỗ làm mát của mũi khoan:
Trong hầu hết tất cả các qua trình cắt kim loại, điều quan trọng là bạn có thể thoát phoi ra khỏi khu vực cắt một cách nhanh chóng và cũng làm mát công cụ. Chọn một lỗ làm mát tròn đơn có thể tốt cho máy có áp suất chất làm mát thấp vì nó sẽ tạo ra một luồng chất lỏng chảy mạnh hơn ở đầu. Nếu máy có chất làm mát áp suất cao thì có thể chọn đầu khoan hai lỗ là tốt nhất. Nếu việc cấp nước làm mát không tốt sẽ ảnh hưởng tiêu cực đến quá trình gia công.
3.Tốc độ quay và bước tiến dao:
Đối với mỗi loại mũi khoan, vật liệu khác nhau thì tốc độ quay trục chính và bước tiến dao là hoàn toàn khác nhau. Nếu tốc độ không phù hợp sẽ ảnh hưởng quá trình gia công như: hư hỏng dụng cụ cắt, hư hỏng phôi, làm sai lệch dung sai chế tạo… Lời khuyên ở đây là bạn nên tham khảo catalogue của nhà sản xuất để có thể cài đặt thông số tốt nhất cho quá trình gia công.
4.Khoan trên máy tiện:
Nếu bạn đang sử dụng máy khoan sâu chuyên dụng, họ có ống lót dẫn hướng được căn chỉnh độ chính xác cao, nhưng nếu bạn đang khoan lỗ sâu trên máy tiện CNC thì trước tiên bạn phải tạo lỗ mồi để dần hướng mũi khoan. Nếu lỗ dẫn hướng quá nhỏ, quá lỏng hoặc không đủ sâu sẽ làm quá trình gia công không chính xác. Hãy nhớ rằng dung sai đường kính mũi khoan là +0 / -.000X, do đó nên khoan lỗ dẫn hướng với độ hở của đường kính mũi khoan +0.0005″ đến +0.001 tùy thuộc vào mức độ quan trọng của thông số kỹ thuật của lỗ thành phẩm. Độ sâu của lỗ dẫn hướng chỉ bằng 1,5 lần – 2 lần đường kính, nhưng điều này có thể không đủ nếu bạn đang sử dụng máy khoan có đường kính nhỏ. Khuyến cáo thận trọng hơn là nên khoan độ sâu 3x – gấp 4 lần đường kính.
5.Áp suất nước làm mát và lọc phôi khỏi nước làm mát:
Như đã đề cập trước đó, chất làm mát nên ra khỏi mũi khoan với áp lực đủ lớn để tạo thành một đường nước thẳng. Mũi khoan càng nhỏ, áp suất yêu cầu càng cao. Chúng tôi khuyên nên chọn áp suất làm mát như sau: từ 1500PSI cho các lỗ có đường kính dưới 4mm và trên 500PSI cho các mũi có đường kính lớn hơn.
Sau quá trình gia công nước làm mát có thể bị lẫn các phoi, vì vậy cần lọc để loại bỏ phoi trước khi sử dụng cho chu trình bơm tiếp là rất cần thiết. Nếu nước làm mát còn lẫn các phoi sẽ gây tắc nghẽn đường cấp nước làm mát ảnh hưởng xấu đến quá trình gia công. Khuyến cáo là bạn nên sử dụng lưới lọc có các lỗ lọc phù hợp với kích thước thoi.

